2022/03/22
『飲料製造の適切な殺菌条件の設定について』
Setting appropriate sterilization conditions for beverage manufacturing
1. 安全な飲料製品を製造するために必要な殺菌条件設定と殺菌工程の管理の考え方
飲料製造で用いられる殺菌には、一般に殺菌、除菌、ならびに静菌などの微生物制御が必要である。その中でも主なものとなるのは加熱殺菌である。厚生労働省が示している規格基準等には、具体的な殺菌条件(温度と時間)が示されている。また、その他の殺菌、除菌方法を製造に用いる場合も加熱殺菌と同等の効果があることを化学的に示さなければならない。飲料製品をどこまで加熱し、殺菌できたかを殺菌条件に照らし合わせて示し安全性を保証する必要がある。すなわち、適切な殺菌条件を設定することが必須である。
次に、実際に行われた殺菌工程が、設定した殺菌条件に適した殺菌効果を持っていると殺菌値のデータを基に示さなければならない。これら安全を担保する両輪であり両方が揃って安全な製品が製造できる。殺菌条件設定の考え方と理論的な殺菌効果について実際の殺菌工程(連続式加熱殺菌装置を用いた製造ライン)について数値で評価する方法を解説する。
2. 適切な殺菌条件の設定
(1) 厚生労働省の規格基準に示された殺菌条件
清涼飲料水製造の規格基準「食品、添加物等の規格基準(昭和34年厚生省告示第370号)」に示されている。この規格基準では、水溶液中に含まれる水素イオンの濃度を表す指数(pH)と水分活性(Aw)に従って殺菌条件が示されている。表1.に清涼飲料水製造の製造基準として示されている殺菌条件を示す。
| 製品性状 | 殺菌条件 |
|---|---|
| CO2圧が98kPa以上(20℃)で、かつ、植物または動物の組織成分を含まないもの | 殺菌および除菌を要しない |
| pH4.0未満 | 中心部の温度を65℃で10分間加熱相当以上 |
| pH4.0以上(pH4.6以上かつAw0.94を超えるものを除く) | 中心部の温度を85℃で30分間加熱相当以上 |
| pH4.6以上かつAw0.94を超えるもの | 発育しうる微生物を死滅させるに十分効力を有する方法* |
|
*印 は「食品、添加物等の規格基準の一部改正について(昭和61年12月26日衛食第245号通知)」から、ボツリヌス菌を想定した場合120℃で4分間相当以上と解釈される。 また、10℃以下の保存条件を守れば85℃で30分間相当以上の加熱でもよいとされている。 |
|
pHやAwによって生育可能な微生物の種類が変わることと、低いpHで生育可能な微生物は一般的に耐熱性が低いことを基に表1.のような殺菌条件が定められている。ここに示された各条件と同等の効力を有する加熱温度と時間の組合せは、具体的な数値として早見表(参考文献1.および2.)にまとめられている。ただし、この早見表の数値は病原微生物を念頭に置いた、最低限必要とする殺菌条件であるので留意する必要がある。実際には、「法令で定められた加熱殺菌の基準を最低限として、対象とする微生物の耐熱性や菌数を考慮し、ある程度の余裕を見込んで加熱殺菌条件(殺菌温度と殺菌時間)を設定する」ことが重要ポイントである。
(2) 殺菌対象とする微生物とは
参考文献1.および2.に示されている「対象とする微生物」は、長期間保存を前提とした容器詰め飲料においては食中毒原因微生物だけでなく変敗原因微生物も殺菌対象とする必要がある。特に、pHが4.6以上、Aw.が0.94を超える飲料(低酸性飲料)の中ではボツリヌス菌(Clostridium
botulinum)が生育する可能性がある。ボツリヌス菌は、耐熱性芽胞を形成する上に、致死性の毒素を産生する。この芽胞とは、特殊な構造体を形成し、熱、紫外線、薬剤、乾燥等に高い耐性を示す。飲料の製造過程芽胞を殺菌しきれず生残した場合、製品中で発芽増殖し食中毒や変敗を引き起こすので要注意である。したがって、低酸性飲料の場合は必ずボツリヌス菌を殺滅可能な条件で殺菌する必要がある。
一方、ボツリヌス菌よりも耐熱性の高い芽胞形成細菌も多く存在する。このような微生物による汚染の可能性がある場合は、それらを考慮した殺菌条件を考えなければならない。pHが4.6未満の飲料(酸性飲料)ではボツリヌス菌は生育できないが、低いpHでも生育可能な酵母、カビ、乳酸菌、芽胞形成菌などの変敗原因菌が存在する。したがって、酸性飲料ではこれらの微生物を対象とした殺菌条件を考える必要がある。各種飲料における変敗原因菌が文献(参考文献3.)に紹介されているので、実務においては参考とするのが良い。
(3) 殺菌条件の指標とすべき数値(F値)
変敗原因菌が想定できたら、その微生物を殺菌対象として条件を考える。殺菌条件はF値で表現され、「一定数の微生物を殺滅するために必要な加熱時間」と定義されている。さらに微生物の耐熱性の指標の1つであるD値を用いれば、F値をF=12Dのように表現することができる。このF=12Dはボツリヌス菌を殺菌対象とした場合の殺菌条件の目安とするもので、ボツリヌス菌芽胞の生菌数を1/1012に減らす条件であることを表現している。その他の微生物を殺菌する場合の条件は、F=5Dまたは6Dに設定される。それぞれ1/105または1/106に減少させる条件である。
ボツリヌス菌を対象とした殺菌条件:F=12D………(1)
その他の微生物を対象とした殺菌条件:F=5Dまたは6D………(2)
(4) D値とは
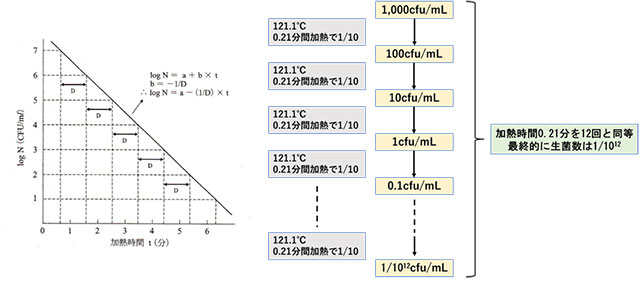
微生物の耐熱性は、D値とz値によって数値化することができる。このD値とは、微生物を加熱すると加熱時間に応じて生き残る菌数、あるいは死滅する菌数が変わる。それは加熱時間が長ければより多くの微生物が死滅する。死滅の条件にはある規則性があるので、これを活用して求められる数値がD値である。D値は、「一定温度で微生物を加熱した時、生菌数を10分の1に減少させるために必要な時間」(図1.左図)として定義される。この考えを活用すると加熱前の微生物の内90%を殺滅するのにかかる時間となる。
【補足】cfuはcolony forming unitの略でコロニー形成数を表す単位
例えば、ボツリヌス菌の芽胞の耐熱性と殺菌効果がどうなるか図1.右図で順序立てて解説する。ボツリヌス菌の芽胞を121.1℃で加熱したときのD値は0.21分であることが周知されている。この時のボツリヌス菌の芽胞のD値をD121.1=0.21分と表記する。加熱前のボツリヌス菌の芽胞が1,000cfu/mLであるならば、これを121.1℃で加熱すると0.21分後に90%が死滅し、生菌数が1/10の100cfu/mLになる。つまりD値と同じ時間加熱を行えば、そのたびに生菌数は1/10に減少していく。加熱時間を12×0.21分間継続すれば、生菌数は当初の1/1012に減少することになる。
このようにD値を用いれば、何分間の加熱でどれだけ生菌数を減少させられるか予測が可能となり、殺菌条件を設定することができる。
(5) 殺菌条件(F値)をD値の倍数で表す意味
D値と同じ時間の加熱を行えば生菌数は1/10に減少するので、殺菌をD値の何倍の時間行うかによって、生菌数の減少度合いを予測できる。図1.に示すように、殺菌条件をF=12Dと設定すれば、生菌数は1/1012に減少させることができる。ボツリヌス菌はF=12Dの条件が標準とされている。その他の微生物の場合はF=5DまたはF=6Dが一般的であり、それぞれに生菌数を1/105または1/106に減少させる効力を持つ殺菌条件である。一般に、殺菌効果をD値のn倍(F=nD)と表すことができ、生菌数を1/10n個に減少させる効果を意味している。
ボツリヌス菌の殺菌条件をF=12Dとするのは、過去の実験結果が基になっている。約1011個のボツリヌス菌芽胞を死滅させるために必要な条件を検討し、死滅を0.1個(1/10個)と考えれば、1011個が1/10個に減少するのは生菌数が1/1012になる12Dであり、これが殺菌効果となることが報告されたことによる。
(6) 加熱温度と殺菌時間の組合せで殺菌条件を設定する方法
殺菌効果はF=12Dのように表記されること解説したが、この時、具体的な殺菌条件は何℃で何分間の加熱が必要となるのか、ボツリヌス菌を事例に考えてみる。ボツリヌス菌の芽胞の耐熱性はD121.1=0.21分である。この時の殺菌条件は次のように求めることができる。
F=12D=12×D121.1=12×0.21分=2.52分
となる。
ボツリヌス菌の芽胞を殺菌する場合、121.1℃で加熱すると2.52分で生菌数を1/1012に減少させる効果が得られることになる。ただし、規格基準にある120℃で4分間の条件は121.1℃に換算すると3.2分となる。つまり、2.52分では殺菌時間が不足して法令違反となるので要注意である。120℃で4分間という条件は実験結果の値が基になっているからである。また別の例では、ジオバチラス菌(Geobacillus stearothermophilus)の殺菌条件で考えてみる。この菌の耐熱性についても複数の報告がされている。ここではD121.1=4.0分と設定する。仮にこの菌を121.1℃で加熱し生菌数を1/105に減少させたい場合、次のようになる。
F=5D=5×D121.1=5×4.0分=20分
このように、殺菌対象微生物のD値が分かり、目標とする殺菌効果(生菌数を何分の1にするか)が決まれば、具体的な殺菌条件を温度と時間で示すことができる。ただし、微生物の耐熱性は同じ種であっても用いる菌株の違いや、芽胞がどのような溶液中にあるか、またpHの違いなどによって変動することが知られている。微生物の耐熱性については各種の加熱殺菌データ結果、学術論文などを参考として、実条件の下で試験検討することが望ましい。
(7) 任意の温度において殺菌条件を設定する(z値の活用)
ここまでの解説では加熱温度を121.1℃に固定してきた。しかし、殺菌が121.1℃で必ずしも行われるわけではない。それ以外の温度で殺菌を設定したい時は、次のような2つの考え方がある。
①殺菌したい温度における対象微生物のD値を実験的に調べる方法
この方法が可能であれば、上述した計算式を用いてF値を算出することができる。
➁文献情報等から得たz値を利用して任意の温度におけるD値を計算して算出する方法
z値とは、「D値の10倍の変化に対応する温度変化」と定義されている。加熱温度が上がれば生菌数を1/10に減少させるのに必要な時間(D値)は短くなり、加熱温度が下がれば長くなる。ここに規則性があることが実験的に明らかにされていて、これを基にz値が定義された。例えば、次の例1.と例2.に示す条件の場合、加熱温度がz値と同じだけ上がるとD値は1/10になり、z値と同じだけ加熱温度が下がるとD値は10倍になる。
例1.加熱温度条件:ボツリヌス菌(D121.1=0.21分、z値=10℃)の場合
D131.1=0.21×1/10=0.021分(加熱温度が121.1℃より10℃高い設定)
D111.1=0.21×10=2.1分(加熱温度が121.1℃より10℃低い設定)
例2.加熱温度条件:ジオバチラス菌(D121.1=4.0分、z値=10.8℃)の場合
D131.9=4.0×1/10=0.4分(加熱温度が121.1℃より10.8℃高い設定)
D111.1=4.0×10=40分(加熱温度が121.1℃より10.8℃低い設定)
D値、z値と加熱温度の関係は一般化して次のような関係式になる。
Di=Dr×10Tr-Ti/z ………(3)
この関係式を用いて、ある加熱温度(Tr)におけるD値(Dr)とz値(z)が分かっている場合、任意の温度(Ti)におけるD値(Di)を算出することができる。例3.として示す。
例3.ある微生物の耐熱性がD115=1.5分、z=9.2℃と仮定すると、加熱温度135℃におけるD値は次のように算出できる。
Di=Dr×10Tr-Ti/z=1.5分×10115-135/9.2=0.01分
このように、z値を利用するとD値が分かっていない加熱温度でも、計算によってD値を算出できる。このことから式(1)や式(2)を用いて殺菌条件(F値)を計算できる。式(3)を基にすると次のような関係式が成り立つことになる。
Fi=Fr×10Tr-Ti/z ………(4)
殺菌対象微生物のz値が明らかであれば、式(1)あるいは式(2)を用いて殺菌条件(F値)を計算で求めることができる。
例4.ある微生物のz値が8℃を殺菌対象とする殺菌条件が、Tr値が85℃でFr値が30分だとなった場合、加熱温度Tiが90℃において同等の効果が得られる殺菌時間Fi値は次のように計算できる。
Fi=Fr×10Tr-Ti/z=30分×1085-90/8=7.2分
(8) 汚染度と生産量を考慮して変敗率を考える
F=5Dなどの殺菌条件を決めて殺菌は確率論的な現象であるため、生菌数をゼロにする条件は決められない。そのため、もう一つの考え方として「変敗リスク」を見積ることが重要になる。まず、殺菌前の製品液の汚染度と生産量の影響について次のような考え方の例を示す。
例5. F=5Dの条件で飲料を殺菌する場合、殺菌前の製品液中に存在する殺菌対象微生物が1cfu/mLの時と103の時とでは殺菌後の生菌数には次のような違いが出てくる。
1cfu/mL×1/105=10-5cfu/mL(0.00001cfu/mL)
103cfu/mL×1/105=10-2cfu/mL(0.01cfu/mL)
となる。このことから、殺菌前の製品液の汚染度が高ければ殺菌後の生菌数は高くなる。原材料、使用機械・機器、作業者、製造環境等々の衛生管理を十分行い、製品液の汚染度を下げる必要があることが理解できる。
例6. 飲料の殺菌により殺菌対象微生物の生菌数が10-5cfu/mLになった時、飲料の総容量が10L(10,000mL)の時と1,000L(1,000,000mL)の時とでは、殺菌後の生菌数に次のような違いが出てくる。
10-5cfu/mL×10,000mL=10-5cfu/mL×104mL=10-5cfu
10-5cfu/mL×1,000,000mL=10-5cfu/mL×106mL=101cfu
となる。このことから同じ生菌数であっても生産量が多くなると、製品液中に生残する菌数が増加することとなり、変敗による不具合製品が発生するリスクが上がることになる。
類似の考え方として、変敗率で検討することも可能である。例を次に示す。
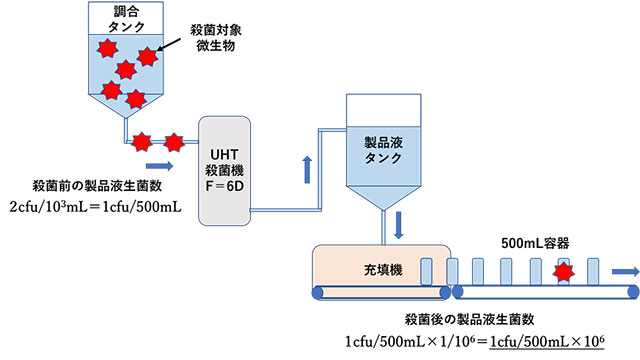
例7. 500mLの製品を製造する場合の変敗率を求める。条件は殺菌前の製品液中に、殺菌対象微生物が2×10-3cfu/mL(1cfu/500mL)存在している結果が得られた。これをF=6Dの条件で殺菌すると、殺菌後の生菌数は次のように求めることができる。
2×10-3cfu/mL×1/106=2cfu/103mL×1/106=1cfu/500mL×1/106=1cfu/500mL×106
このことから、500mLの製品106本中に1cfu生残することになる。この1cfuがどれか1本の製品に存在し変敗を起こすと考えると、変敗率は1/106ということになる。図2.に殺菌工程例を示す。
ここまで解説した殺菌対象微生物の耐熱性、製品液の汚染度、生産量、ならびに変敗率を考慮しながら、製品へのダメージも最小限となる適切な殺菌条件を設定する必要がある。
以上
【参考文献】
-
清涼飲料水の製造における衛生管理計画手引書 一般社団法人全国清涼飲料連合会
https://www.mhlw.go.jp/content/11130500/000398573.pdf -
HACCPの考え方を取入れた衛生管理のための手引書 厚生労働省
https://www.mhlw.go.jp/content/11130500/000535165.pdf - 現場必携 微生物殺菌実用データ集 山本茂貴監修 発行:サイエンスフォーラム