2026/03/16
粉体ハンドリング設備『造粒2基並列運転におけるバッファタンク容量設計と下流工程(整粒・二次混合・充填)の負荷平準化モデル』の設計検討事例
Design study example for powder handling equipment: “Buffer tank capacity design and load leveling model for
downstream processes (granulation, secondary mixing, and filling) in parallel operation of two granulation units.”
1. はじめに
粉体設備とは「装置カタログを並べて選ぶ話」に見えて、実は“考え方の設計”が一番の肝になる。「使用する設備を列挙する」、「設備の適正(適か不適か)を検討する」、「レイアウト設計・設備の選定および全体の最適化を図る」の4ステップごとに、現場での具体的な進め方について詳述する。
2. 必要な条件を明確にする
ここを曖昧にしたまま進めると、後工程で必ず「合わない」「足りない」「過剰」のツケが回ってくるので注意する。
2 – 1. 主単位操作と副単位操作を分けて考える
- • 主単位操作:
- 粉砕・分級・混合・造粒・乾燥・反応・焼成など、「粉体そのものを加工して製品機能に直結する操作」
- • 副単位操作(粉体ハンドリング):
- 受入・貯蔵・切り出し・輸送・計量・集塵・包装など、「主単位操作を成立させるための操作」
- 【ポイント】:
- 主単位操作の要求(処理量、品質、サイクルタイム)が、副単位操作の仕様を決める“上位条件”になる。まず「どの主単位操作を、どの順番で、どの能力で回すのか」を文章とフローで描き切ることがスタートになる。
2 – 2. 粉体物性とプロセス条件を“言語化”する
- • 粉体物性の整理(例):
- 流動性指数、安息角、圧縮度、かさ密度(粗充填・密充填)、付着性、凝集性、粒度分布、吸湿性、腐食性、爆発性、毒性など
- • 量と時間の条件:
- 処理量(kg/h、t/day)、バッチか連続か、運転時間(1日何時間、年間稼働日数)
- • 環境・ユーティリティ条件:
- 温度・湿度、クリーン度、電源・圧空・水・蒸気、屋内/屋外、高さ制限、防爆区分、作業者動線
- ここで重要なポイント
- • 粉体ごとに「物性シート」を作る
- • 工程ごとに「処理量・サイクルタイム表」を作る
- • 建屋条件・ユーティリティ条件を一覧化する
- これをやっておくと、後の設備選定・レイアウト検討「条件ベース」での全体検討ができるようになる。
3. 使用する設備を列挙する
ここでは機種選定ではなく、「どんな機能の設備が必要か」を漏れなく洗い出すフェーズとなる。
3 – 1. 工程フローから“機能”を抜き出す
- ① 工程フローを書く
- 原料受入 → 貯蔵 → 切り出し → 輸送 → 計量 → 主単位操作(粉砕・混合など) → 集塵 → 充填・包装…
- ② 各ステップに必要な機能を記入
- 例:貯蔵 →「ブリッジ防止」「残留最小化」「防爆」「レベル計測」
- 例:輸送 →「距離○m」「高低差○m」「粉塵飛散防止」「混合分離防止」
- この段階では、メーカー名や型式ではなく「機能名」で書くのがポイントである。
3 – 2. 粉体ハンドリング設備の典型カテゴリ
- • 貯蔵:
- サイロ、ホッパー、ビン、フレコン、ドラム
- • 切り出し・供給:
- スクリューフィーダ、振動フィーダ、ロータリーバルブ、テーブルフィーダなど
- • 輸送:
- スクリューコンベア、ベルトコンベア、空気輸送(ブロワ式・真空式)、バケットエレベータなど
- • 計量:
- ロードセル式ホッパー、ロスインウェイトフィーダ、バッチスケール
- • 集塵・除塵:
- バグフィルタ、サイクロン、カートリッジフィルタ
- • 包装・充填:
- バルク充填機、小袋充填機、バルブバッグ充填機など
- 【ポイント】
- • 工程フローの各ステップに、上記カテゴリから「候補設備」を紐づけていく
- • 「人手作業でやる部分」と「自動化する部分」を明確に線引きする(省人化の狙いを意識)
4. 設備の適正(適か不適か)を検討する
ここが“粉体設備設計のセンス”が出るところである。カタログスペックだけでなく、「粉体」「工程」「人」の3つの視点で適否を考える。
4 – 1. 粉体との適合性
- • 流動性との相性:
- 流動性が悪い粉体に、単純なホッパー+重力排出はブリッジ・ラットホールのリスク大。
- スクリューフィーダか、撹拌付きホッパー、エアレーションなどの対策が必要
- • 付着・凝集性:
- 壁面付着が多い粉体に、複雑な内部構造の装置を選ぶと清掃性・残留が問題化
- • 粒度・脆さ:
- 空気輸送で粉砕・分級が進んでしまうか、逆に凝集してしまわないか
- 【ポイント】
- 「この設備にこの粉体を入れたら、どんなトラブルが起きそうか?」を先に想像して、NG要因を潰していく。
4 – 2. 工程・能力との適合性
- • 処理量・サイクル:
- 下流設備の必要処理量に対して、供給設備の能力に余裕があるか。
- バッチ時間と充填・排出時間のバランス(ボトルネックにならないか)
- • 連続/バッチの整合:
- 連続運転の粉砕機に、バッチ供給しかできないと、ホッパー容量や中間バッファが必要になる
- 【ポイント】
- 「下流設備を止めないこと」を設計の基本思想に置くと、能力・バッファの考え方が整理しやすくなる。
4 – 3. 人・安全・衛生との適合性
- • 作業性:
- 原料投入高さは無理がないか、袋開封作業の姿勢、点検・清掃のアクセス
- • 安全性:
- 粉塵爆発のリスクに対する防爆設計、局所排気、インターロック
- • 衛生性(食品・医薬など):
- CIP/SIPの可否、分解洗浄性、死角・隙間の有無、材質(接粉部ステンレスなど)
- 【ポイント】
- •「粉体」「工程」「人」の3観点でチェックリストを作り、候補設備ごとに○×△を付ける
- • △や×の理由を書き出し、対策案(オプション・周辺設備・運用ルール)を検討する
5. レイアウト設計・設備の選定および全体の最適化
最後は「個々の装置」ではなく、「ライン全体」「工場全体」をどう最適化するかの視点で考える。
5 – 1. レイアウトの基本方針を決める
- • 重力利用か、機械搬送中心か:
- 上階に貯蔵・供給設備、下階に主単位操作・充填を置く“縦型レイアウト”。
- 同一フロアでコンベア・空気輸送を多用する“水平レイアウト”
- • 人の動線と物流動線:
- 原料搬入・製品出荷・作業者動線・メンテナンス動線を分離できるか
- • ゾーニング:
- クリーンゾーン/汚染ゾーン、防爆エリア/非防爆エリア、アレルゲン有無などの区分
- 【ポイント】
- • 粉体の流れをできるだけシンプルに
- • 人の動きと粉体の動きをぶつけない
- • 将来の増設・変更余地を残す
5 – 2. 設備選定と“全体バランス”
- • ボトルネックの明確化:
- ラインの中で一番能力が低い工程をどこに置くか(意図的に決める)
- • バッファの設計:
- サイロ・ホッパー・中間タンクで、工程間の揺らぎを吸収する
- • 自動化レベルの決定:
- どこまで自動化し、どこを人手に残すか(投資額と省人効果のバランス)
- 【全体最適の視点】:
- • 個々の装置の“最高性能”ではなく、「ラインとして安定して回ること」を優先する
- • メンテ・清掃・段取り替え時間も含めた“実効能力”で考える
5 – 3. シミュレーションとレビュー
- • 紙・Excelレベルでもよいので、ライン能力計算をする:
- 各工程の処理時間、バッファ容量、段取り時間を入れて、1日・1バッチあたりの生産量を算出
- • 現場メンバーとのレビュー:
- 実際に作業する人にレイアウト図を見てもらい、「ここは届かない」「ここは掃除しづらい」などの声を反映する
6. まとめ
粉体ハンドリング設備設計においては、次の4つが重要なポイント
- • 条件を“言葉と数字”で明確にする
- • 必要な機能を漏れなく列挙する
- • 粉体・工程・人の3視点で適否を見極める
- • 個々の装置ではなく“ライン全体”を最適化する
- この4つをどれだけ丁寧に回せるかで、出来上がる設備の質が決まる。
7. 具体化の検討
機能性食品の青汁の顆粒を生産する“粉体プロセスの骨格”を基に粉体ハンドリング設備の設計を考える。
7 – 1. 顆粒製品の典型的な生産フロー
図1. 機能性食品の青汁顆粒の「単位操作の流れ」を示す。
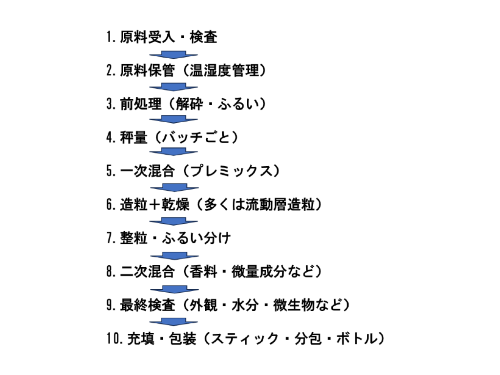
図1. 顆粒の単位操作の流れ概略図
7 – 2. 工程ごとの粉体ハンドリング設備構成
7 – 2 – 1. 原料受入・保管
- • 原料形態:
- 青汁粉末(スプレードライ)、賦形剤(デキストリン等)、甘味料、香料、機能性成分など
- • 設備構成の例:
- 受入ステーション:袋投入フード+局所排気+小型バグフィルタ
- 保管:パレットラック+温湿度管理(吸湿性が高い原料が多い)
- 【ポイント】
- • 粉立ちが強いので、受入時の集塵はしっかり設計
- • 原料ごとにロット管理しやすい保管レイアウトにしておく
7 – 2 – 2. 前処理(解砕・ふるい)
- • 目的:
- ダマ・異物除去、流動性の均一化
- • 設備例:
- 解砕機(ピンミル弱め運転、ハンマレスミルなど)
- 振動ふるい/回転ふるい
- 【ポイント】粉体ハンドリングの勘所:
- • 投入ホッパーにブリッジ対策(傾斜角・撹拌・エアレーション)
- • 解砕 → ふるい → ホッパーをできるだけ閉鎖系で接続し、粉塵飛散を抑える
7 – 2 – 3. 秤量・一次混合
- 秤量
- • 秤量室:
- 半クリーン(簡易クリーンブースでも可)
- 局所排気+秤量テーブル+小型集塵機
- • 秤量方式:
- 人手秤量+バーコード/タブレットでロット・重量記録
- 将来は小型自動秤量システムへの展開も視野に
- 一次混合
- • 設備例:
- Vブレンダー、二軸リボンミキサ、コンテナブレンダー
- • 粉体ハンドリング:
- 原料投入ホッパー → ミキサー → 排出ホッパーを基本ラインに
- ミキサー上部に集塵フードを付けて投入時の粉立ちを吸う
- 【ポイント】
- • 青汁粉末は軽くて舞いやすいので、投入高さを下げる・投入速度を抑える工夫も効果がある。
7 – 2 – 4. 造粒+乾燥(流動層造粒を想定)
- • 流動層造粒機の構成イメージ:
- 下部:流動化用温風
- 上部:結合液スプレーノズル(青汁エキス溶液、甘味液など)
- 上部排気:バグフィルタ+排気ダクト
- • 粉体ハンドリング周り:
- 供給側:
- 一次混合品を供給ホッパー+スクリューフィーダで安定供給
- ブリッジしやすい場合は撹拌付きホッパー
- 排出側:
- 造粒後顆粒を排出ホッパー → 振動ふるい → 中間ホッパーへ
- オーバーサイズ・アンダーサイズを分けてリターン or 廃棄
- 【ポイント】設計の勘所:
- • 粒度分布と溶解性のターゲットを先に決める
- 例:D50 300〜500 µm、ふるい残分○%など
- • そのターゲットに合わせて
- スプレー条件(液量・圧力・ノズル)
- 流動条件(風量・温度)
- ふるい目開き
- を決めていく
7 – 2 – 4. 整粒・二次混合
- • 整粒・ふるい:
- コニカルミル+振動ふるいで粒度を整える
- • 二次混合:
- 香料・微量成分・滑沢剤などを別ミキサーで後添加することが多い
- 【ポイント】粉体ハンドリング視点:
- • 顆粒は微粉より流動性が良いが、脆い顆粒だと輸送で崩れて微粉が増える
- • 整粒 → 二次混合 → 充填を同 一 フロア・短距離でまとめる
- • コンベアよりも重力落下+短距離スクリューくらいに抑える
7 – 2 – 5. 充填・包装
- • スティック・分包充填機が主役になりやすい
- • 供給ホッパー+レベルセンサ+スクリューフィーダで顆粒を安定供給
- ここでよく出るトラブルと対策イメージ:
- • ブリッジして供給が途切れる
- ホッパー形状(傾斜角・スリム化)、撹拌翼、エアパルス
- • 充填量バラつき
- 顆粒の流動性不足 → 粒度分布の見直し、滑沢剤添加、ホッパー高さ・ヘッド圧の調整
- • 粉立ち・粉漏れ
- 顆粒化でかなり減るが、微粉分が多いとやはり舞うので、整粒条件を見直す
7 – 3. レイアウトと“どこまでやるか”の決め方
7 – 3 – 1. レイアウトの基本方針
- • 縦方向を使うか、ワンフロアでまとめるか
- 2階:原料投入・混合
- 1階:造粒・整粒・充填
- 重力利用レイアウトは、粉体ハンドリング的には相性が良い。
- • ゾーニングの考え方(健康食品レベル)
- 原料受入・保管ゾーン
- 粉体処理ゾーン(前処理〜造粒)
- 仕上げ・包装ゾーン
- を分けて、人と物の動線をシンプルにする。
7 – 3 – 2. 自動化レベルの決め方
- • 今の現実的なライン像:
- 秤量:人手+記録システム
- 混合 〜 造粒 〜 整粒:半自動(投入・排出は人手+一部コンベア)
- 充填:自動機+人手監視
- • 将来の拡張余地として:
- コンテナブレンダー+コンテナ搬送
- 真空輸送で造粒機・充填機へ直接供給
- を見据えたレイアウトにしておくと、後からの増強が楽になる。
7 – 4. 青汁顆粒ラインで“まず押さえておくと効く”3つの視点
7 – 4 – 1. 粉立ち・吸湿性への対策
- 局所排気・集塵
- 短い開放区間+できるだけ閉鎖系
- 空調(温湿度)条件の整理
7 – 4 – 2. 溶解性と粒度分布の設計
- 流動層造粒+ふるい条件を、ターゲット粒度から逆算して決める
- 充填トラブルが出たら、まず粒度分布と流動性を疑う
7 – 4 – 2. 清掃・段取り替え時間を“設計条件”に入れる
- 多品種少量なら、洗浄性の悪い装置はそれだけでNG
- 「1バッチあたりの生産時間=加工時間+洗浄・切替時間」で見積
8. ざっくり規模感の仮定から入る
8 – 1. 具体化するために、仮の前提条件をきめる
- • 1日の目標処理量:
- 3,000 〜 5,000 kg/日(青汁顆粒)クラス
- • バッチ生産:
- 1バッチ 300 〜 500 kg 程度
- • 稼働時間:
- 1日 16時間運転(2交代)、残りは清掃・メンテ
- • 流動層造粒機:
- 公称バッチ容量 200 〜 400 kg/batch クラスを想定
- このくらいのレンジだと「1日10 〜 15バッチ回す」イメージを基にここから、各工程・ホッパー容量・バッファの考え方を詰めていく。
8 – 2. バッチ設計とライン能力の考え方
- 1バッチの時間構成を分解する
- 流動層造粒バッチ1回を、ざっくり分けて考える。
- • 前準備:原料投入・セットアップ … 30〜45分
- • 造粒+乾燥: … 60〜90分
- • 排出・簡易清掃・次バッチ準備: … 30〜45分
- → 1バッチあたり 2.5〜3時間 程度が一つの目安になる。
- 例:1バッチ 350 kg、1バッチ 2.5時間、16時間運転
- • 回せるバッチ数 ≒ 16 ÷ 2.5 ≒ 6バッチ
- • 1日の処理量 ≒ 350 × 6 = 2,100 kg/日
- もし3,000 〜 4,000 kg/日を狙うなら:
- • バッチサイズを上げる(例:450 〜 500 kg)
- • 造粒機を2基並列にする
- • 稼働時間を延ばす(20時間運転など)
- といった設計の選択肢が見えてくる。
8 – 3. 工程ごとの設備容量とバッファ設計
8 – 3 – 1. 一次混合 〜 流動層造粒のつながり
- 前提:1バッチ 350 kg、流動層造粒機 1基
- • 一次混合機容量:
- 有効容量の 60 〜 70%を充填量とすると
- 500 〜 600 Lクラスのミキサーで、300 〜 400 kg/batch がちょうどよいイメージ
- • 一次混合サイクル:
- 投入+混合+排出で 30 〜 45分/バッチ 程度
- ここで重要なのは:
- • 流動層造粒のサイクル時間(2.5 〜 3時間)に対して
- • 一次混合はかなり短時間で終わるので、
- → 一次混合側に余力がある=バッファを持たせやすい という構造になることである。
- 【ポイント】設計のポイント:
- • 一次混合品を受ける中間ホッパー(バッファ)を設ける
- 容量:1 〜 2バッチ分(350 〜 700 kg)
- これにより、秤量・一次混合は前倒しでどんどん仕込める
- • 流動層造粒機は、常に次バッチ分の混合品が待っている状態を目指す
8 – 3 – 2. 流動層造粒前後のホッパー容量
- 供給側ホッパー
- • 役割:一次混合品を受けて、流動層へ安定供給
- • 容量の目安:1バッチ分+α(400 〜 500 kg)
- • 形状・機能:
- 傾斜角を大きく(60°以上)
- ブリッジ対策として撹拌翼 or エアレーション
- 下部にスクリューフィーダで供給量を制御
- 排出側ホッパー
- • 役割:造粒後顆粒を受けて、整粒・ふるいへ送る
- • 容量の目安:1バッチ分(350 〜 400 kg)
- • ここも、重力落下+短距離搬送を基本にする
8 – 3 – 3. 整粒・二次混合・充填のラインバランス
- 整粒+ふるい
- • 処理能力は造粒より高いことが多いので、
- 1バッチ(350 kg)を 30〜40分以内に処理できる能力を持たせる
- • 造粒後ホッパー → 整粒機 → ふるい → 仕上げ顆粒ホッパー という流れ
- 二次混合
- • 香料・微量成分を後添加する場合:
- 仕上げ顆粒ホッパー → 二次ミキサー → 充填ホッパー
- • 二次ミキサー容量は、造粒バッチと同等か、やや大きめ(400 〜 500 kg)
- 充填
- • スティック充填機の能力例: 60本/分 × 3列 × 3 g/本 ≒ 32.4 kg/h
- • 1台では造粒能力に追いつかないことも多いので、複数台並列 or 造粒品をバルク保管して別日充填のどちらかの設計思想を選ぶことになる。
8 – 3 – 4. レイアウト(流動層バッチ)
- 縦型レイアウトの典型パターン
- 2階:原料投入・秤量・一次混合
- • 原料保管(パレットラック)
- • 秤量室
- • 一次混合機
- • 一次混合品ホッパー(床貫通で1階へ落とす)
- 1階:造粒・整粒・二次混合・充填
- • 流動層造粒機
- • 造粒後ホッパー
- • 整粒機・ふるい
- • 二次ミキサー
- • 充填ホッパー+スティック充填機
- メリット:
- • 粉体の主な移動が重力落下中心になる
- • 搬送機械が減り、粉砕・分級・付着トラブルが減る
- • 粉塵飛散も抑えやすい
- 高温多湿環境での配慮:
- • 青汁・賦形剤は吸湿性が高いものが多いので、
- 原料保管エリア:温湿度管理(除湿)
- 流動層造粒室:給気の除湿+温度管理
- • 特に梅雨〜夏場は、造粒条件(水分・乾燥時間)が季節でブレやすい
- → 空調条件をある程度一定に保つことで、バッチ間の再現性を上げる。
8 – 3 – 5. 粉体ハンドリング上の“よくある落とし穴”と設計の打ち手
- ブリッジ・ラットホール
- • 起きやすい場所:
- 一次混合品ホッパー
- 流動層供給ホッパー
- 充填ホッパー
- • 設計でできること:
- ホッパー角度を大きく(60°以上)
- 出口を小さくしすぎない
- 必要に応じて撹拌翼・エアパルス・バイブレータ
- 粒度分布のバラつき → 溶解性・充填性の不安定
- • 原因候補:
- 流動層造粒条件の季節変動(温湿度)
- 整粒・ふるい条件が過剰で、顆粒が崩れて微粉増加
- • 打ち手:
- 造粒条件(噴霧量・風量・温度)を“レシピ化”して管理
- 整粒機の回転数・スクリーンサイズを見直し
- 粒度分布(D10, D50, D90)を定期的にモニタして傾向を見る
- 洗浄・段取り替え時間が想定以上に長い
- • よくあるパターン:
- 流動層・ミキサー・ホッパーの分解洗浄に時間がかかり、実際には1日あたりのバッチ数が計画より回らない。
- • 設計段階でやるべきこと:
- 「1バッチあたりの総時間」に洗浄・切替時間を必ず入れる
- 洗浄性の悪い構造(死角・狭い隙間・長い配管)は、設計段階でできるだけ排除する
9. さらに具体化する
9 – 1. バッチサイズとサイクル時間を決める
- 前提条件を置く
- • 目標処理量:3,000 kg/日(青汁顆粒)
- • 稼働時間:16時間/日(2交代運転を想定)
- • 流動層造粒機:2基並列
- • 1バッチの時間構成(1基あたりの目安)
- 原料投入・立上げ:30分
- 造粒+乾燥:90分
- 排出・簡易清掃・次バッチ準備:30分
- → 合計:2.5時間/バッチ
- バッチサイズの目安
- 1基あたり1日で回せるバッチ数は:
- 16 {時間} ÷ 2.5 {時間/バッチ} ≒ 6.4 {バッチ}
- → 現実的には 6バッチ/日/基 程度。
- 2基並列なので、合計12バッチ/日 回せる前提:
- 3,000 {kg/日} ÷ 12 {バッチ/日} ≒ 250 {kg/バッチ}
- → 1バッチ 250 kg 前後が、かなり“ちょうどいい”設計値になる。
9 – 2. 工程ごとの能力とホッパー容量の設計
9 – 2 – 1.一次混合
- • バッチサイズ:250 kg
- • ミキサー有効容量:400 〜 500 Lクラス(粉体かさ密度 0.5 〜 0.6 g/mL を想定)
- • サイクル:投入+混合+排出で 30 〜 40分/バッチ
- → 流動層1バッチ2.5時間に対して、一次混合はかなり余裕があるので、「前倒しでどんどん仕込んでバッファに貯める」設計が有利。
- • 一次混合品バッファホッパー
- 容量:2 〜 3バッチ分(500 〜 750 kg)
- 2基の流動層に振り分けられる位置に配置
9 – 2 – 2. 流動層造粒(2基並列)
- 1基あたり
- • バッチ:250 kg
- • サイクル:2.5時間/バッチ
- • 1日:6バッチ → 1,500 kg/日
- 2基合計
- • 12バッチ → 3,000 kg/日
- 供給側ホッパー(各基)
- • 容量:1バッチ分+α(300〜350 kg)
- • 構造:
- 傾斜角 60°以上
- 撹拌翼 or エアレーション
- 下部にスクリューフィーダ
- 排出側ホッパー(各基)
- • 容量:1バッチ分(250〜300 kg)
- • 造粒後顆粒を受けて、整粒・ふるいへ重力落下+短距離搬送。
9 – 2 – 3. 整粒・ふるい・二次混合
- 整粒+ふるい
- • 目標:1バッチ(250 kg)を 30 〜 40分以内に処理できる能力
- • 2基分の排出が時間的にずれるように運転すれば、
- → 整粒機は1系統でも回せる設計も可能。
- 二次混合
- • バッチサイズ:250 〜 500 kg(2バッチまとめて処理も選択肢)
- • ミキサー容量:500 〜 700 Lクラス
- • サイクル:30 〜 40分/バッチ
- 仕上げ顆粒バッファホッパー
- • 充填前に1 〜 2バッチ分(250 〜 500 kg)を持てるホッパーを設置
- • ここが「造粒側と充填側のクッション」になる。
9 – 2 – 4. 充填(同一ラインで完結)
- スティック充填を想定
- 例:
- • 1本あたり内容量:3 g
- • 充填機能力:
- 60本/分 × 4列 = 240本/分
- 240本/分 × 3 g ≒ 720 g/分 ≒ 43 kg/h
- 1台あたりの処理能力: 約 40 〜 45 kg/h
- 1台あたりの処理能力: 約 40 〜 45 kg/h
- 1日16時間運転で:
- 45 {kg/h} × 16 {h} = 720 {kg/日}
- → 3,000 kg/日を同一日に充填まで完結させるには:
- 3,000 ÷ 720 ≒ 4.2
- → 同等クラスのスティック充填機が4 〜 5台必要というイメージになる。
- ここで設計の分かれ道が出る。
- • 案A:造粒量=その日の充填量
- 充填機を4 〜 5台並べて、造粒 〜 充填を完全同期
- • 案B:造粒量 > その日の充填量
- 造粒品をバルク保管(フレコン・コンテナ)して、充填は別日・別シフトでじっくり回す。「同一ラインで充填まで実施」という条件をどう解釈するかですが、“同一建屋・同一工程内で完結”であれば、案Bも十分アリ。
9 – 3. レイアウトのイメージ(2基流動層+多台数充填)
9 – 3 – 1. 縦型+ゾーン分け
- 2階
- • 原料保管・秤量室
- • 一次混合機
- • 一次混合品バッファホッパー(床貫通で1階へ)
- 1階
- • 流動層造粒機 × 2基
- • 各基の供給ホッパー・排出ホッパー
- • 共通の整粒機・ふるい
- • 二次ミキサー
- • 仕上げ顆粒バッファホッパー
- • スティック充填機 × 4 〜 5台
- ゾーニング
- • 粉体処理ゾーン(前処理〜造粒)
- • 仕上げ・包装ゾーン(整粒〜充填)
- • 人と物の動線を分けつつ、顆粒の移動はできるだけ短く・重力中心に。
9 – 3 – 1. ボトルネックと運転の考え方
- この条件だと、ボトルネック候補はだいたい決まってくる。
- • 造粒側:流動層2基の合計能力 → 3,000 kg/日
- • 充填側:充填機の台数・能力次第
- 設計の基本方針としては:
- • 「造粒側をボトルネックにする」のか
- • 「充填側をボトルネックにする」のか
- を意図的に決めることが大事。
- • 造粒がボトルネック → 造粒をフルで回し、顆粒をバルク保管して充填は後追い
- • 充填がボトルネック → 造粒能力に余裕を持たせ、充填能力に合わせて造粒計画を組む
10. 1,200 kg/日前後スタートを軸にしつつ、将来3,000 kg/日まで伸ばせるライン構成
10 – 1. フェーズ(1,200 kg/日前後)の基本設計
- 前提の再確認
- • バッチサイズ:300 kg
- • 流動層造粒機:2基
- • 稼働時間: 8時間/日(洗浄・殺菌込み)
- • 造粒1バッチ(1基)の時間目安:
- 投入・立上げ:30分
- 造粒+乾燥:90分
- 排出・簡易清掃:30分
- → 2.5時間/バッチ
- • 日次の洗浄・殺菌:1.5 〜 2時間/日
- → 実質の生産時間:約6時間
- 1基あたり:
- 6 ÷ 2.5 ≒ 2.4 {2バッチ/日}
- → 300 kg × 2バッチ × 2基 = 1,200 kg/日
- これを“初期フル能力”として設計する。
10 – 2. 将来3,000 kg/日を見据えた「増設の余地」の作り方
- 3,000 kg/日を狙う場合:
- • 流動層側:能力を約2.5倍
- • 充填側:能力を約2.5倍
- が必要になる。
10 – 2 – 1. 流動層の増設パターン
- 既設:
- • 300 kg × 2バッチ/日/基 × 2基 = 1,200 kg/日
- 将来候補:
- • 案A:同サイズ流動層を1基追加(計3基)
- 300 kg × 2バッチ × 3基 = 1,800 kg/日
- → まだ足りないので、稼働時間延長 or バッチ数増が必要
- • 案B:同サイズ2基+大型1基に増設
- 300 kg × 2バッチ × 2基 = 1,200 kg
- 500 kg × 2バッチ × 1基 = 1,000 kg
- → 合計 2,200 kg/日
- • 案C:同サイズ3基+稼働時間延長(例:12時間)
- 12時間運転・洗浄2時間 → 生産10時間
- 10 ÷ 2.5 = 4バッチ/日/基
- 300 kg × 4バッチ × 3基 = 3,600 kg/日
- 現実的には、「流動層3基+稼働時間延長」が3,000 kg/日クラスへの王道ルートになる。レイアウト上は“3基目を置けるスペース”を最初から確保しておくのがポイント。
10 – 2 – 2. バッファホッパーとミキサー容量の“将来対応”
- 一次混合・一次バッファ
- 2基・1,200 kg/日):
- • バッチ:300 kg
- • 一次ミキサー:500 〜 600 Lクラス
- • 一次混合品バッファホッパー:600 〜 900 kg(2 〜 3バッチ分)
- 将来(3基・3,000 kg/日クラス)を見据えるなら:
- • 一次ミキサーはそのままでもよいが、
- • 一次バッファホッパーは1,200 〜 1,500 kg(4 〜 5バッチ分)まで増やせるように物理スペース、支持構造を最初から考えておくことが重要。
10 – 2 – 2. 造粒後 〜 整粒 〜 二次混合 〜 充填前バッファ
- 現状:
- • 各流動層排出ホッパー:300 〜 350 kg
- • 整粒・ふるい:1系統
- • 二次ミキサー:600 〜 800 Lクラス
- • 仕上げ顆粒バッファホッパー:600 〜 900 kg
- 将来:
- • 流動層3基になっても、整粒・二次混合は時間ずらし運転で、1系統で回せる設計が現実的
- • 仕上げ顆粒バッファホッパーは、1,200 〜 1,500 kgクラスまで増設余地を見ておく
- → 要するに、バッファホッパーだけは“将来サイズ”を前提にスペースを取っておくのがコツ。
10 – 3. レイアウトの階構成(増設前提で計画)
10 – 3 – 1. 初期構成(2基流動層)
- 2階
- • 原料保管・秤量室
- • 一次ミキサー × 1
- • 一次混合品バッファホッパー(600 〜 900 kg)
- • 将来用に、ホッパー増設スペースを確保
- 1階
- • 流動層造粒機 × 2基
- • 各基の供給ホッパー・排出ホッパー
- • 共通の整粒機・ふるい
- • 二次ミキサー × 1
- • 仕上げ顆粒バッファホッパー(600 〜 900 kg)
- • スティック充填機 × 3 〜 4台
- • 将来用に、
- 流動層3基目の設置スペース
- 充填機増設スペース(+2 〜 3台分)
- を確保
10 – 3 – 2. 将来構成(3基流動層+充填機増設)
- • 2階の一次バッファホッパーを大型化 or 追加
- • 1階に流動層3基目を設置
- • 仕上げ顆粒バッファホッパーも大型化
- • スティック充填機を合計6 〜 7台クラスまで増設
- ※3,000 kg/日を8時間でやるのは現実的ではないので、将来は 稼働時間を12 〜 16時間に伸ばす前提で考える必要がある。
10 – 4. スティック充填機の台数(今と将来)
- 前と同じ前提で計算する。
- • 1本:3 g
- • 60本/分 × 4列 = 240本/分
- • 240本/分 × 3 g ≒ 43 kg/h
- 8時間運転:
- • 1台 ≒ 340 〜 360 kg/日
- 計画(1,200 kg/日):
- • 1,200 ÷ 360 ≒ 3.3 → 3 〜 4台
- 将来(3,000 kg/日):
- • 3,000 ÷ 360 ≒ 8.3 → 8時間枠のままなら 8 〜 9台必要で現実的ではない
- 12 〜 16時間運転に伸ばして、6 〜 7台クラスに落とすのが現実的
- → レイアウト上は“充填機を横にズラッと並べられるスペース”を最初から確保しておくのが重要。(初期は3 〜 4台だけ置いて、将来増設)
10 – 5. まとめると、今やるべき設計のポイント
- • 今のターゲット: 300 kgバッチ × 流動層2基 × 8時間 → 約1,200 kg/日
- • 将来のターゲット: 流動層3基+稼働時間延長+充填機増設 → 3,000 kg/日クラス
- そのうえで、今の段階で決めておくべきことは:
- 1. 流動層3基目を置けるレイアウト(1階のスペース・動線)
- 2. 一次・最終バッファホッパーを将来大型化できるようにしておく
- 3. 充填機を横に増設できる直線ライン(電源・エア・床荷重も含めて)
- 4. 稼働時間を将来12 〜 16時間に伸ばす前提で、騒音・人員配置・シフトを設計しておく
- ここまで決めておくと、
- 「まずは1,200 kg/日で立ち上げ → 品質・運転を安定させる → 需要に応じて流動層と充填機を増設」という、ストーリーが描ける。
11. 粉体ハンドリング設備設計(配管系)
11 – 1. 前提条件:
- 真空搬送の配管ルート(長さ・曲がり)曲り部はホース、直管部はで閉塞防止のエア供給口を設けたの組み合わせたステンレス鋼配管で計画。
- 顆粒は、水分 8g/100g以下(粉末状、顆粒状の場合)
- 崩壊性 粒状、カプセル型は水または日本薬局方第二液で60分以内に崩壊などの条件。大麦若葉末の粒度で細かい。
11 – 2. 配管ルートの基本方針(長さ・曲がりの考え方)
- • 全体長さの目安:
- できれば 10 〜 15 m 程度までに収めたいレンジです。
- 20 m を超えると、圧損・粉化・付着・清掃性の面で一気に“重く”なる。
- • 曲がり(エルボ)の数:
- 4 〜 6箇所以内を一つの目安に。
- どうしても増える場合は、
- 曲がり角度を小さくする(45°×2 で 90°を作る)
- 大きなRのベンド+ホースで“やわらかく曲げる”
- • ルート設計の優先順位:
- 1. 垂直+緩やかな斜めを優先
- 2. 水平配管は最小限
- 3. どうしても水平が長くなる場合は、わずかに勾配をつける(1 〜 2%)
11 – 3. 曲がり部ホース+直管ステンレス+エア供給の組み合わせ
- • 曲がり部ホースの役割:
- 微妙な位置調整・振動吸収
- 衝突を少し“やわらげて”粉化を抑える
- 分解・洗浄性の確保
- • 直管ステンレス+エア供給口:
- 水平・緩勾配部にエアパージ口を設けて、付着・堆積の剥離、搬送停止時の“残り抜き”
- エア供給は、常時微量吹き or 搬送停止前後にパルス吹き
- のどちらかを運転で決めるイメージ。
- • エア供給口の配置の目安:
- 長い水平配管なら 3 〜 4 m ごと
- 曲がり直後(堆積しやすい)にも1箇所
- 低い位置・ドレン溜まりになりそうな場所は優先的に
11 – 4. 顆粒物性(大麦若葉末由来・細かい・水分8%以下・崩壊性60分以内)
- • 細かい大麦若葉末由来顆粒の特徴:
- 元粉が細かい → 顆粒も脆くなりやすい
- 搬送での衝突・摩耗 → 微粉増加 → 粉立ち・溶解性・充填性に影響
- • 水分 8%以下・崩壊性 60分以内という条件から見えること:
- あまり乾かしすぎると、顆粒が硬く・脆くなり、搬送で割れやすい
- 逆に水分が高いと、配管内で付着・固結・ブリッジのリスク
- → 造粒 〜 乾燥条件と搬送条件はセットで最適化するイメージ。
11 – 5. 真空搬送条件の“設計指針”目安
- • 搬送速度(管内):
- 一般粉体なら 18 〜 22 m/s を狙うことも多いが、今回のような脆い顆粒なら 12 〜 16 m/s 程度を目安に“やや低め”に振る方が安全である。
- • 配管径:
- 細くすると速度が上がり、衝突・摩耗・粉化が増える。可能なら φ50 より φ65、φ65 より φ80 と、少し太めを選んで“ゆっくり運ぶ”方向に振ると顆粒に優しい。
- • バッチ or 間欠運転:
- 連続でガンガン流すより、一定量を吸い上げ → 止める → また吸う間欠運転の方が、搬送時間が短く、配管内の滞留も少なく、顆粒へのダメージも抑えやすくなる。
11 – 6. 清掃・切替え・バリデーションを見据えた配管構造
- • ホース部:
- 品種切替え時にホースごと交換 or 洗浄しやすい構造に長くしすぎず、「要所の曲がりだけホース」に留める。
- • ステンレス直管部:
- クランプ接続で分解可能にするか、ピグ洗浄・エアブローで残留を飛ばせるようにするかを方針として決めておく。
- • エア供給口:
- 洗浄時には逆洗・エアブロー用ポートとしても使える。
- 位置と数は「運転+洗浄」の両方から決めると重要。
12. 2階バッファから1階充填まで、水平10m+落差5m+曲がり5箇所くらいを想定
水平10 m+落差5 m+曲がり5箇所を前提に、リスクと設計の勘所をピンポイントで整理する。
12 – 1. そのルートで起きやすいこと
- • 粉化リスク:
- 曲がり5箇所+10 m水平は、脆い顆粒にはそこそこ厳しめ
- 特に「落差 → 水平 → 曲がり」の組み合わせ部で衝突が増えやすい
- • 付着・堆積リスク:
- 水平10 mは、速度が遅くなり停止時に“溜まり”ができやすい
- 曲がり直後・水平の低い側に堆積しやすい
12 – 2. 配管構成のおすすめイメージ
- • 配管径:
- できれば φ65 〜 φ80 クラスを検討
- 細いと速度が上がりすぎて粉化・摩耗が増える
- • 曲がり5箇所の内訳:
- できるだけ
- 2 〜 3箇所:ホース+大きめR
- 残り:45°×2 で90°を作る or 緩いベンドにして、“カクッと90°”を減らす
12 – 3. エア供給口の置き方(水平10 m対策)
- • 水平部:
- 3 〜 4 mごとに エアパージ口
- 特に
- 2階バッファ直下の水平立ち上がり部
- 1階側に降りる直前の水平末端
- は優先的に設置
- • 曲がり直後:
- 堆積しやすいので、1 〜 2箇所は曲がり直後にエア口を置くと良い
- 運転としては:
- • 通常運転中:
- 微量連続吹き or 搬送停止前後にパルス吹き
- • 洗浄時:
- 全エア口から一斉ブローして“残り抜き”
12 – 4. 真空搬送条件の目安
- • 搬送速度(管内):
- 顆粒保護を優先して 12 〜 16 m/s くらいを狙う
- • 運転モード:
- 間欠吸引(一定量吸う → 止める → また吸う)
- 搬送時間を短くし、滞留を減らすイメージ
12 – 5. このルートで「ここだけは図面で潰しておきたい」ポイント
- 1. 水平10 mを“本当に10 m必要か”一度疑う
- 斜めに落とせないか
- 充填機の位置を少し寄せられないか
- 2. 曲がり5箇所のうち、“どうしても外せない曲がり”を特定する
- そこにホース+エア口+点検口を集中させる
- 3. 最も堆積しそうな1 〜 2箇所に、点検・開放しやすい構造を入れる
- クランプ接続+短尺管で“掃除しやすい区間”を作る
13. “顆粒ライン” の条件設定
条件:
造粒前 D50≦100 µm → 造粒後 D50=200〜300 µm、配管径75 mm前提で整理する。
13 – 1. 粉体 → 顆粒の粒度レンジが意味すること
- • 造粒前:D50≦100 µm
- 流動層にとっては「よくある微粉原料」レンジ
- 流動性・付着性は配合と賦形剤次第だが、設計としては想定内
- • 造粒後:D50=200 〜 300 µm
- ここからが“顆粒”として扱いやすいゾーン
- 真空搬送・充填ともに、100 µm級より圧倒的に安定しやすい
- → 結論から言うと「造粒後 200 〜 300 µmなら、φ75 mm真空搬送+2階バッファ+1階充填は、かなり現実的な組み合わせ」になる。
13 – 2. 真空搬送条件(造粒後 200〜300 µm前提)
- 配管条件:
- • φ75 mm
- • 水平10 m+落差5 m+曲がり5箇所
- • 曲がりはホース+大きめR、直管はステンレス+エア供給口
- 搬送の目安:
- • 搬送速度(管内):
- 顆粒保護+閉塞防止のバランスで 12 〜 16 m/s を狙う
- • 運転モード:
- 間欠吸引(一定量吸う→止める)で搬送時間を短く
- • エア供給口:
- 水平10 mに対して 3 〜 4 mごと
- 曲がり直後にも数箇所
- → 付着・堆積・停止時の“残り抜き”対策として有効
- ここでのポイント:
- • 200 〜 300 µmなら、100 µm級ほど“フワフワ”せず壁面付着・分級もかなりマイルドになる
- • それでも大麦若葉由来で脆い可能性はあるので、速度を上げすぎない、曲がりを“カクッと90°”にしない。
- この2つだけは守りたい。
13 – 3. 造粒条件とのセットで考えること
- → 200 〜 300 µm帯なら、「崩壊性を満たしつつ、搬送・充填に耐えられる“ちょうどいい顆粒”」
- を狙いやすいレンジ。
13 – 4. 充填側の扱いやすさ
- • 200 〜 300 µm顆粒ならスティック充填ホッパーでのブリッジ・ラットホールリスクは中程度レベル検知・供給安定性も、100 µm級粉体よりかなりマシ
- • 設計としては:
- ホッパー角度 60°以上
- 小さめの撹拌翼 or エアレーション
- 下部にスクリューフィーダで安定供給
- を入れておけば、日常運転はかなり安定しやすいゾーン。
13 – 5. まとめ
- • 造粒前:D50≦100 µm → 流動層としては普通に扱える微粉レンジ
- • 造粒後:D50=200〜300 µm → 真空搬送(φ75 mm・水平10 m+落差5 m・曲がり5箇所)
- 2階バッファ → 1階充填
- という構成と非常に相性が良い
- • 搬送設計のキモは:
- 速度を 12 〜 16 m/s程度に抑える
- 曲がりはホース+大きめR
- 水平部にエア供給口を適切配置
- • 造粒条件では:
- 粒度だけでなく「粒子強度」を少し意識して、搬送での割れすぎを防ぐ
- この条件なら、「顆粒ライン」としての設計思想と、「真空搬送+スティック充填」という運転実務が、かなりきれいに噛み合う。
以上
【参考引用先】
- 1. 技術レポート『粉体ハンドリング設備計画の基本的な進め方』木本技術士事務所HP
- URL:https://www.kimoto-proeng.com/report/2916
- 2. 技術レポート『高濃度空気輸送における粉体物性の影響について』木本技術士事務所HP
- URL:https://www.kimoto-proeng.com/report/2278
- 3. 技術レポート『粉体プロセスを使った三品産業における粉粒体技術の事例』木本技術士事務所HP
- URL:https://www.kimoto-proeng.com/report/748
- 4. 技術レポート『粉体プロセスのキーテーマ技術の最新動向』木本技術士事務所HP
- URL:https://www.kimoto-proeng.com/report/762