2026/03/02
『チョコレート工場の生産設備解析』
“Analysis of chocolate factory production facilities”
1. はじめに
中規模および大規模のチョコレート工場における「1日の生産量」と「年間生産量」の一般的なレンジを、業界データ・公開情報・工場規模の典型値から整理して生産設備を解析した事例を紹介する。
2. チョコレート工場の生産量(中規模・大規模)
生産量の一般レンジ(公開データ・業界標準)から推定する。
2 – 1. 生産量の目安(1日・年間)
- 日本国内の中規模〜大規模工場(推定)
- • 板チョコ・粒チョコ中心:20〜150 t/日
- • 季節変動が大きく、繁忙期は通常の1.2〜1.5倍の生産量
表1. に中規模・大規模チョコレート工場の生産量について整理して示す。
表1. 生産量の目安(1日・年間)
| 工場規模 | 1日の生産量(t/日) | 年間生産量(t/年) | 典型的な工場イメージ |
|---|---|---|---|
| 中規模工場 | 20〜100 t/日 | 6,000〜30,000 t/年 | 地域ブランド、国内向け量産、複数SKU |
| 大規模工場 | 100〜600 t/日 | 30,000〜200,000 t/年 | グローバルブランド、板チョコ・粒チョコの大量生産 |
|
超大規模 (メガプラント) |
600〜1,500 t/日 | 200,000〜500,000 t/年 | 世界市場向け、カカオマス・クーベルチュール供給拠点 |
※ 稼働日数は 300日/年 を基準に計算
※ 実際にはライン構成・製品種・包装能力で大きく変動
2 – 2. 生産量を左右する主な要因
生産量を左右する主な要因について次の4つがあげられる。
① 製品タイプ
表2. に製品別生産量の特徴をまとめる。
表2. 製品別生産量の特徴
| 製 品 | 生産量の特徴 |
|---|---|
| 板チョコ | 高速ラインで大量生産が可能(数百kg/時〜数t/時) |
| 粒チョコ(ドラジェ等) | コーティング工程が長く、能力は低め |
| 充填系(クリーム入り等) | 殺菌・充填・冷却工程がボトルネック |
| クーベルチュール | 連続式で大量生産が可能(メガプラント向け) |
- ② ライン構成
- • コンチングラインの能力(例:1〜5 t/バッチ)
- • 連続テンパリングの能力
- • 成型・冷却トンネルの長さと速度
- • 包装機の能力(包装がボトルネックになりやすい)
- ③ 稼働体制
- • 1直/2直/3直
- • 稼働日数(240〜330日/年)
- • メンテナンス日数
- ④ 品質・衛生設計
- • アレルゲン切替の頻度
- • 洗浄(CIP/SIP)の有無
- • SKU数の多さによる段取り替え時間
3. 工場規模別「ライン構成モデル」
中規模・大規模チョコレート工場の「ライン構成モデル」について、工程フロー → 構成モデル → ボトルネック → 能力計算式 → 規模別の典型ライン構成という順で、体系的に検討する。
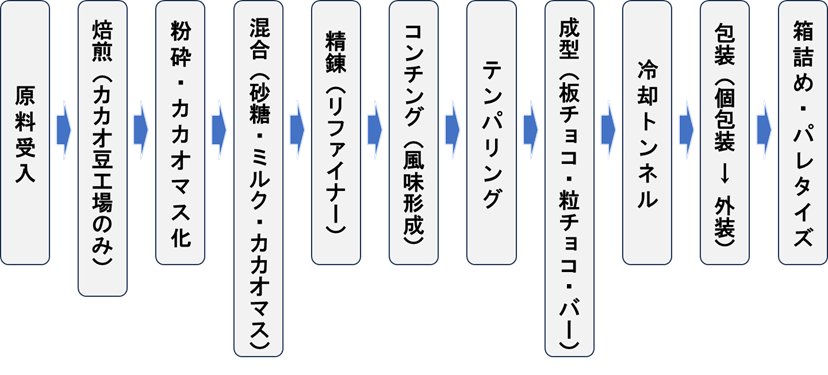
3 – 1. チョコレート工場の基本工程フロー
図1.にチョコレート工場の基本工程フローを示す。
3 – 2. 工場規模別:ライン構成モデル
中規模工場、大規模工場およびメガプラントのライン構成モデルを示す。
- ① 中規模工場(20〜100 t/日)
- • 特徴:SKU多め、段取り替え頻度高い、包装がボトルネックになりやすい
- • ライン構成の典型:
表3. 中規模工場のライン構成
| 工 程 | 構成モデル | 能力の目安 |
|---|---|---|
| 混 合 | 1〜2基(1〜2 t/バッチ) | 2〜4 t/h |
| リファイナー | 1〜2ライン | 1〜3 t/h |
| コンチング | 2〜4基(3〜5 t/バッチ) | 6〜10 t/h |
| テンパリング | 2〜3基 | 1〜2 t/h |
| 成 型 | 2〜4ライン | 0.5〜1.5 t/h |
| 冷却トンネル | 2〜4基 | 成型と同等 |
| 包 装 | 4〜8台 | 200〜600 pcs/min |
ボトルネック:包装ライン、SKU切替、冷却トンネル
- ② 大規模工場(100〜600 t/日)
- • 特徴:高速連続ライン、SKUは限定、成型〜包装が高速化
- • ライン構成の典型:
表4. 大規模工場のライン構成
| 工 程 | 構成モデル | 能力の目安 |
|---|---|---|
| 混 合 | 3〜6基(3〜5 t/バッチ) | 10〜20 t/h |
| リファイナー | 3〜6ライン | 5〜15 t/h |
| コンチング | 6〜12基(5〜10 t/バッチ) | 20〜40 t/h |
| テンパリング | 4〜8基 | 3〜6 t/h |
| 成 型 | 6〜12ライン(高速) | 2〜5 t/h |
| 冷却トンネル | 6〜12基(長尺) | 成型と同等 |
| 包 装 | 10〜30台(ロボット併用) | 600〜1,200 pcs/min |
ボトルネック:成型・冷却トンネル、包装の高速化、原料供給
- ③ メガプラント(600〜1,500 t/日)
- • 特徴:世界市場向け、連続式コンチング、巨大冷却トンネル、ロボット化
- • ライン構成の典型:
表5. メガプラントのライン構成
| 工 程 | 構成モデル | 能力の目安 |
|---|---|---|
| 混 合 | 10〜20基(5〜10 t/バッチ) | 40〜80 t/h |
| リファイナー | 10〜20ライン | 20〜50 t/h |
| コンチング | 20〜40基(10〜20 t/バッチ) | 80〜150 t/h |
| テンパリング | 10〜20基 | 10〜20 t/h |
| 成型 | 20〜40ライン(超高速) | 5〜10 t/h |
| 冷却トンネル | 20〜40基(100m級) | 成型と同等 |
| 包 装 | 50〜100台(全自動) | 1,000〜2,000 pcs/min |
ボトルネック:包装ロボットの能力、冷却トンネル長、原料サイロ容量
3 – 3. 工程別:ライン構成
工程別に生産ラインを構成する装置・機器について検討する。
- ① 混合(ミキサー)
- • バッチ式が主流
- • 大規模では 連続混合+バッファタンク を併用
-
• 能力は バッチ容量 × サイクル時間
中規模:1〜2 t/バッチ
大規模:3〜5 t/バッチ
メガ:5〜10 t/バッチ
- ② リファイナー(精錬)
- • 5ロールリファイナーが一般的
- • 大規模では 連続式リファイナー を採用
- ③ コンチング
- • 風味形成の要
- • バッチ式が主流だが、メガプラントは連続式も併用
- • コンチングが工場の味を決める
- ④ テンパリング
- • 連続テンパリングが主流
- • SKU切替が多いとここがボトルネックに
- ⑤ 成型
- • 板チョコ:高速ライン
- • 粒チョコ:コーティングパン(能力低い)
- • バー:押出成型+カッティング
- ⑥ 冷却トンネル
- • 成型能力に直結
- • 長さ:20〜100m
- • 大規模ほど長尺化
- ⑦ 包装
- • 最もボトルネックになりやすい
- • 中規模:200〜600 pcs/min
- • 大規模:600〜1,200 pcs/min
- • メガ:1,500〜2,000 pcs/min(ロボット併用)
3 – 4. 規模別:典型ライン構成モデル
表6.
ラインを構成する装置・機器の構成モデル(基数、ライン数)を示す。
表6. ラインを構成する装置・機器の構成モデル(基数、ライン数)
| 装置・機器 |
中規模 (例:50 t/日) |
大規模 (例:300 t/日) |
メガプラント (例:1,000 t/日) |
|---|---|---|---|
| 混合(ミキサー) | 2 | 6 | 15 |
| リファイナー | 2 | 6 | 15 |
| コンチング | 4 | 12 | 30 |
| テンパリング | 2 | 6 | 15 |
| 成型ライン | 3 | 10 | 30 |
| 冷却トンネル | 3 | 10 | 30(100m級) |
| 包装機 | 6 | 20(ロボット併用) | 60(全自動) |
4. 中規模チョコレート工場の工程別能力検討事例
中規模チョコレート工場(20〜100 t/日、6,000〜30,000
t/年)を対象にした工程別の能力について検討する。
【中規模工場(20〜100 t/日)】
4 – 1. 工程別:能力算出の基本式
- ① {能力(t/h)} = {処理量(t/バッチ or t/h)} × {台数}×{稼働率}
- ② {1日能力(t/日)} = {能力(t/h)} × {稼働時間(h/日)}
- ③ {年間能力(t/年)} = {1日能力} × {稼働日数(例:300日)}
4 – 2. 工程別:典型的な能力モデル(中規模工場)
- ① 混合(ミキサー)
- a. 能力式
- {混合能力(t/h)} = {バッチ容量(t)/サイクル時間(h)} × {台数} × {稼働率}
- b. 中規模の典型値
- • バッチ容量:1〜2 t
- • サイクル時間:1.0〜1.5 h
- • 稼働率:0.85〜0.9
- c. 計算例
- {1.5/1.2} × 2 × 0.9 = 2.25 (t/h)
- ② リファイナー(精錬)
- a. 能力式
- {リファイナー能力(t/h)} = {ライン能力(t/h)} ×{台数} ×{稼働率}
- b. 中規模の典型値
- • 1〜3 t/h × 1〜2ライン
- • 稼働率:0.85
- c. 計算例
- 2 × 2 × 0.85 = 3.4(t/h)
- ③ コンチング(風味形成)
- a. 能力式
- {コンチング能力(t/h)} = {バッチ容量(t)/サイクル時間(h)} × {台数} × {稼働率}
- b. 中規模の典型値
- • バッチ容量:3〜5 t
- • サイクル時間:4〜8 h
- • 稼働率:0.85
- c. 計算例
- {4/6} × 0.85 = 2.27(t/h)
- ④ テンパリング
- a. 能力式
- {テンパリング能力(t/h)} = {機器能力(t/h)} × {台数} × {稼働率}
- b. 中規模の典型値
- • 1〜2 t/h × 2〜3基
- • 稼働率:0.9
- c. 計算例
- 1.5 × 2 × 0.9 = 2.7(t/h)
- ⑤ 成型(板チョコ・バー)
- a. 能力式
- {成型能力(t/h)} = {ライン能力(t/h)} × {ライン数} × {稼働率}
- b. 中規模の典型値
- • 0.5〜1.5 t/h × 2〜4ライン
- • 稼働率:0.85
- c. 計算例
- 1.0 × 3 × 0.85 = 2.55(t/h)
- ⑥ 冷却トンネル
- • 成型能力とほぼ同等
- • 長さ・冷却能力が不足するとボトルネック化
- ⑦ 充填包装(最もボトルネックになりやすい)
- a. 能力式(個包装 → 外装)
- {包装能力(t/h)} = {包装速度(pcs/min)× 製品重量(kg)/60} × {台数} × {稼働率}
- b. 中規模の典型値
- • 200〜600 pcs/min
- • 製品重量:20〜50 g
- • 稼働率:0.8〜0.9
- c. 計算例
- 300 pcs/min、30 gの場合
- {300 × 0.03/60} × 6 × 0.85 = 2.3(t/h)
4 – 3. 工場全体の能力算出(例:50 t/日工場)
工程別能力(例)
能力(t/h)=混合 +
リファイナー + コンチング + テンパリング + 成型 + 充填包装
=2.25
+ 3.4 + 2.27 + 2.7 + 2.55 + 2.3 = 15.47(t/h)
4 – 4. ボトルネックの決定
工場能力は 最も低い工程能力(t/h) によって決まる:混合工程
最も低い工程能力(t/h):工場能力(t/h)= 2.25(t/h)
4 – 5. 1日能力
1日能力(t/日)= 2.25 × 24 = 54(t/日)
4 – 6. 年間能力(稼働日数300日)
年間能力(t/年)= 54 × 300 = 16,200(t/年)
5. 中規模工場の典型ボトルネック
表7.に中規模工場の典型ボトルネックを示す。
表7. に中規模工場の典型ボトルネック
| 工 程 | ボトルネック理由 |
|---|---|
| 包 装 | SKU多い、段取り替え多い、速度制約 |
| コンチング | バッチ式で時間が長い |
| 成 型 | 冷却トンネル長不足 |
| テンパリング | 切替頻度が多い |
6. ライン構成の最適化(SKU削減・充填包装高速化)
中規模チョコレート工場(20〜100
t/日)だと、「能力不足」=設備能力不足ではなく、SKU過多+充填包装ボトルネック+段取りロスであることが多い。
【ライン構成の最適化】
6 – 1. 現状把握(まず「見える化」)
表8.に現状把握に必要な検討項目を整理して示す。
表8. 現状把握に必要な検討項目
| 項 目 | 指 標 | 典型的な問題 |
|---|---|---|
| SKU数 | SKU総数、月間稼働SKU数 | ロングテールSKUが多い |
| 段取り | 段取り回数/日、段取り時間/回 | 1日あたり段取り時間が2〜4h |
| 充填包装能力 | pcs/min、t/h | 成型能力に追いつかない |
| 稼働率 | 計画停止・段取り・故障 | 実効稼働率が70〜80% |
現状の「SKU別の生産量・段取り回数・段取り時間・利益」について整理する。
6 – 2. SKU削減:どれを切るか・どれを残すか
- ① SKUの整理
- SKUの整理する場合、基本軸は次の3つで十分機能する。
- • 量軸:年間生産量(t/年)
- • 利益軸:粗利率 or 粗利額
- • 負荷軸:段取り負荷(回数×時間)
- ② 実務を考慮した分類
- 表9.に実務での推奨アクションを示す。
表9. 実務での推奨アクション
| 区 分 | 特 徴 | 推奨アクション |
|---|---|---|
| A群:高量・高利益・低負荷 | 主力SKU | 守る・優先生産 |
| B群:中量・中利益・中負荷 | 成長候補 | 生産効率改善を検討 |
| C群:低量・低利益・高負荷 | 問題児SKU | 統合・廃止候補 |
|
D群:戦略SKU (低量だが高利益 or ブランド上重要) |
ブランド要素 | 生産頻度・ロット見直し |
【結論】
C群+一部B群をターゲットに、
• 規格統合(サイズ・包装形態の統一)
• 季節限定化(通年→季節商品へ)
• 受注生産化(常備在庫からの切り離し)
を組み合わせていきます。
6 -4. 充填包装高速化:どこをいじると効くか
【充填包装能力の基本式】
充填包装能力(t/h) =
{充填包装速度(pcs/min)×製品重量(kg)}/60 × {台数} × {稼働率}
検討できるのは、次の4つである。
- • 充填包装速度(pcs/min)
- • 製品重量(kg/pcs)
- • 台数
- • 稼働率(段取り・停止時間)
【充填包装高速化の具体策】
- ① 機械側の高速化
- • 老朽機の更新:200→400 pcs/minクラスへ
- • 自動供給装置の導入:人手供給→自動フィーダー
- • ロボットピッキング:整列・投入の自動化
- ② 製品設計側の最適化
- • 包装形態の標準化
- a. 同じフィルム幅・同じ箱サイズに寄せる
- b. 金型・箱設計を共通化して段取り時間を削減
- • 重量・サイズの見直し
- 機械の得意レンジに合わせたサイズに調整
- ③ 運用側の改善
- • 段取り時間の短縮(SMED的アプローチ)
- a. 内段取り→外段取り化
- b. 段取り手順の標準化・動画マニュアル化
- • ロットサイズの見直し
- a. 小ロット乱発→ある程度まとめて生産
- b. 週次・月次で「SKU別生産日」を固定
7. ライン構成の再設計モデル(中規模工場の場合)
- 7 – 1. Beforeの設定
- • SKU:80品目
- • 生産ライン:成型3ライン+包装6台
- • 1日段取り回数:15〜20回
- • 充填包装速度:平均250 pcs/min
- • 実効能力:30〜40 t/日レベル
- 問題点:
- • ロングテールSKUが多く、段取りで1日2〜4時間消える
- • 包装形態バラバラで、包装機の段取りが重い
- • 成型能力はあるが、包装が追いつかない
- 7 – 2. After設定(最適化後のモデル)
- • SKU:80 → 50(統合・季節限定化・受注生産化)
- • 主力SKU(A群+一部B群)にラインを集中
- • 包装形態を3〜4パターンに標準化
- • 充填包装機:一部更新+高速機へ集約
- • 1日段取り回数:15〜20回 → 8〜10回
- • 充填包装速度:平均250 → 350 pcs/min
- • 実効能力:50〜60 t/日レベル
7 – 3. 効果・ROIの簡易試算
【能力向上の試算】
- 試算例:
- • Before:包装能力 2.0 t/h、稼働16 h/日 → 32 t/日
- • After:包装能力 3.0 t/h、稼働16 h/日 → 48t/日
-
Delta = 48 – 32 = 16(t/日)
年間300日稼働なら:
16 × 300 = 4,800(t/年)
粗利 50,000円/t とすると:
4,800 × 50,000 = 240,000,000(円/年)
【結論】
充填包装機更新+ライン再構成に数億投資しても十分ペイが可能である。
【補足】
食品工場におけるSKUとは何か
- ■ SKU(Stock Keeping Unit)の定義
- 食品工場でいうSKUとは、在庫管理・生産管理の最小単位として扱う「製品の種類」を指している。
- 一般的には以下の要素が変わると別SKUになる:
- • 容量(200g / 300g)
- • 包材(パウチ / トレー / ボトル)
- • フレーバー(プレーン / 抹茶 / いちご)
- • ブランド・販路別仕様(量販店向け / CVS向け)
- • ロット番号体系や賞味期限設定が異なる場合
つまり食品工場におけるSKUは、『工場が生産・在庫・出荷を管理する“粒度”』を決める概念を指す。
以上