2021/01/25
『食品・飲料工場における異物対策を考える』
Consider measures against foreign substances in food and beverage factories
1.食品工場における異物混入
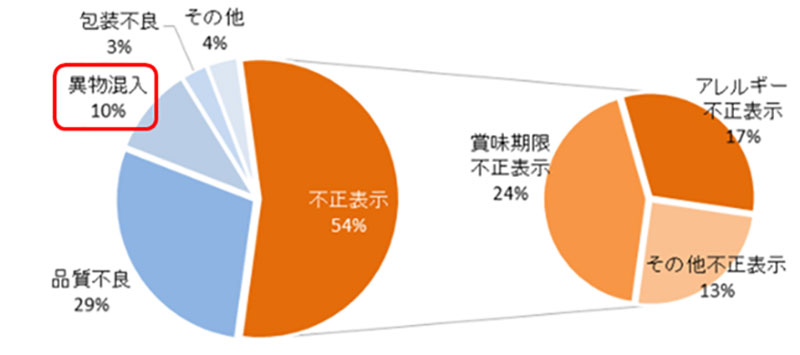
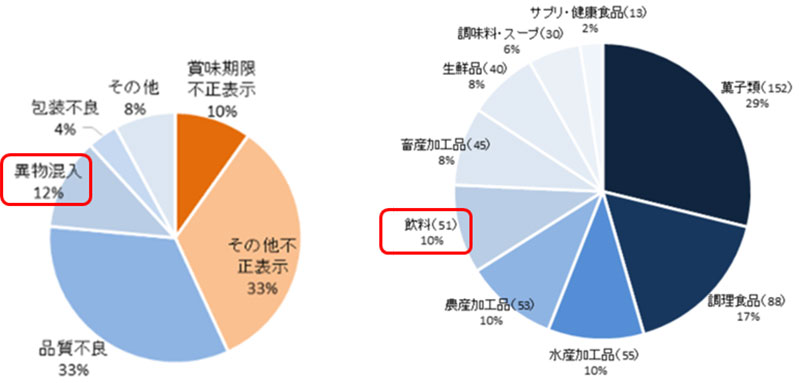
2017年後半厚生労働省による食品衛生法改正案の中で公表された集計データを基に食品事故の回収理由を図1.に示す。金属異物などの重大ハザードとして取り扱われる混入事故も発生はしているが、全体の割合から見ると全体の10%程度と多くはなく事前に製造工場での管理チェックが有効に働いているため、その混入による被害はあまり聞くことがない。図2.(右)食品分類ごとの回収理由を見ても飲料はここでも10%程度である。さらに飲料における異物混入回収の数も、図2.(左)に示すが全体の中での発生数12%で比較しても多くない。食品ならびに飲料にとって異物混入は、安全性に関わるリスクはそれほど高くないのにも関わらず、品質上の大きな瑕疵とされる傾向があり、マーケットクレームが発生すると波及的な影響が大きい。
2.飲料工場における異物混入
(1)飲料における異物混入事故 飲料における異物混入割合が低い理由としては、次のような3つが考えられる。
① 密閉された配管ラインでの設備で開放部分が少ない
② 徹底した微生物制御が要求されるため、それに伴い微生物混入も制御される
③ ろ過(ストレナーなどフィルタによる捕捉)工程での除去精度が高い
などにより、製品への混入リスクが低いと考えられる。
しかし、徹底した高サニタリ化レベルでの管理が要求され、製造されていることから異物混入に対する事故は大きく取り上げられてしまう。食の安全・安心という観点から、多くの場合、健康リスクはさほどではないが消費者の不信感につながりやすい点は留意するべきである。飲料業界では、1社でもマーケットクレームを発生すると業界全体に波及しかねないので、どの企業にとってもハイリスクの問題と考えられている。さらに、洗剤や殺菌剤などの混入や他品種製品との交差汚染(以下コンタミネーションとする)なども異物として同等に考える必要がある。これらは、商品価値を著しく低下されるばかりか、健康被害につながりかねない。マーケットクレームとして発覚すると多くの場合、回収事故に直結し信用回復には多大な労力を必要とすることになる。
(2)飲料にける異物混入とその要因
飲料への異物混入については、他の食品などに見られる人為的な毛髪などの混入は皆無といってよい。製造設備ラインで問題となるのが鉱物性異物(配管や機器などに由来する金属異物)と考えられる。飲料製造ラインにおいて想定できる主な異物混入の経路と要因一覧を表1.に示す。
| 異物混入経路 | 主な異物要因 | |
|---|---|---|
| 原材料 | 容器 | 容器片の混入 |
| 容器付着異物の混入 | ||
| 容器包装材の混入 | ||
| 原材料 | 原材料混入の異物 | |
| 工場内での混入 | ||
| 環境 | 虫の混入 | |
| 設備・ライン周辺の落下混入 | ||
| 配管、設備機器 | 部品落下、破損混入 | |
| ガスケット・パッキンの破損混入 | ||
| 他製品などの混入 | ||
| 殺菌工程での焦げの混入 | ||
| ろ過機器の破損による混入 | ||
| サニテーション | 洗剤・殺菌剤などの残留、移香 | |
| その他 | サンプリング不備、検品モレ | |
| カビの混入 | ||
| 人為的な混入 | ||
(3)異物の混入経路と除去
飲料への異物混入経路としては、表⒈に示す原材料を由来とする異物などが挙げられるが、ほぼ配管ライン内に設置のストレーナのろ過フィルタでの補足や装置機器洗浄などにより除去される。しかしながら、そもそも原材料自身の問題については、製造ラインへの供給前に除去されているべきである。この場合、原材料の品質管理に重点ポイントを置くべきである。工場内での混入については、工場内環境や配管ライン設備が由来となることから、混入リスクの可能性の高い工程、箇所は事前に特定し、点検・保守を徹底する。さらに原材料の配合や調合工程での混入リスクも高いと考えられるが、固形の異物であれば後工程でのストレーナによる補足・除去は可能である。最終製品となる容器包装への充填工程での混入についてはファイナルフィルタとなるストレーナで確実に除去されるようなライン管理が必要になる。配管ライン設備が主体となることから、配管ならびにラインを構成している各種の装置機器の点検・保守管理も重要になってくる。特に殺菌工程以降のラインについては、予防保全、予知保全での保守管理を確立することが望ましい。洗浄などに用いる洗剤や薬剤、製品の残留による混入など、コンタミネーション対策としての高サニテーション管理が求められる。飲料製造ラインでの異物混入(微生物汚染も含める)において最も重要なのが洗浄・殺菌であり除去工程となる。これらの管理手法としては、HACCPにおける重要点管理CCPとして設定箇所とされることが望ましいことから、除去精度をいかに向上させて保証できる管理体制をハード、ソフト両面から十分に検討する必要がある。
3.飲料製造設備における異物混入リスクの分析と対策
一般的な飲料工場において、異物対策の重要ポイントは次の5つがあげられる。
(1)ろ過工程
(2)容器由来異物の除去
(3)充填工程での混入対策
(4)ライン設備の保守管理
(5)ラインのサニテーション管理
が考えられるが、製造ラインや取り扱う品種によりそのリスクや対策は異なってくる。
飲料工場については、各種の食品に比べ比較的異物混入のリスクを分析・評価しやすいといえる。原料を含めた各工程の混入の可能性を洗い出し、そのリスクを分析することにより、効果的な対策を講じることが可能になる。異物混入のリスク分析の事例(抜粋)を表2.を示し紹介する。

4.飲料製造設備における異物混入対策
食品ならびに飲料工場における異物といってもさまざまな種類がある。例えば、設備や器具由来の異物、従事者由来の異物、原材料に由来する異物、虫などの環境由来の異物など、工場には異物の要因となり得るものが多岐に渡り、それらが食品や飲料に混入しないよう対策・管理することが基本となる。ここでは、飲料工場における製造設備にフォーカスして混入のリスクの高いと考えられる項目を中心に管理も含め詳述する。
(1)製造ライン設備の管理
飲料製造ラインは、基本的に配管と加工処理を行う装置設備、それに付随するポンプやバルブといった機器類、圧力計、流量計などの計装機器類などで構成されている。人が関与する作業は中間でのサンプリング検査程度で、製造工程はほぼ自動化ラインが一般的である。そのため、配管ラインを管理することは製品品質を管理する上では極めて重要な項目として扱われる。CCPの管理点の一つである殺菌工程などの微生物制御では徹底された管理が行われていることと比べると、工場の製造ライン全体から見ると異物混入箇所は少なくないことから設備全体を考えた管理が必要になる。その中でも異物として混入の注意点としては、各種装置機器や配管ラインの継手部分に用いているガスケットやパッキン、ライン上の開放部、特に最終製品を取り扱う充填設備まわりは要注意しなければならない管理ポイントになる。
(2)配管および継手部の管理
殺菌工程に使用されるプレート式や多管式(シェル&チューブ)などの殺菌機は最重要設備なので、定期的な保守・点検、オーバーホールが計画管理、実施されている。飲料製造ラインにおいて配管については計画的な管理が不十分になりやすい。そのため、ガスケットやパッキン類は摩耗や破損などによる異物となりやすく、配管やバルブといった機器類での不具合による洗剤や他の製品などの混入が懸念される。
① ガスケット・パッキン類の管理
最近は材質の向上によりガスケット・パッキン類の破損や摩耗による破片等の混入はここ数年見聞きする機会は少なくなった、あるいは発生はしているが軽微なため表立って出てきていないだけなのかもしれない。しかし、実際に劣化によるガスケット・パッキン片等の混入のリスクは密閉ラインであるがためゼロとはいえない。特に殺菌工程など、熱のかかる箇所については、経時変化での劣化リスクが非常に高い。
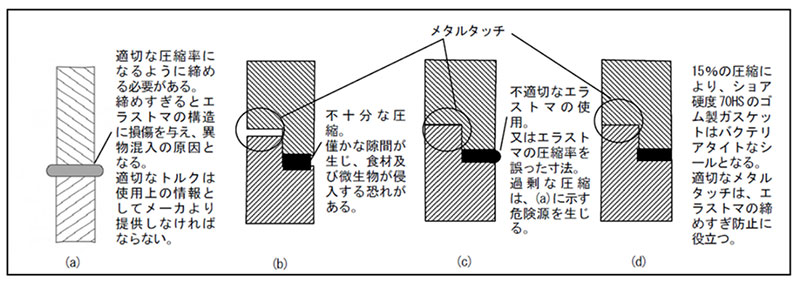
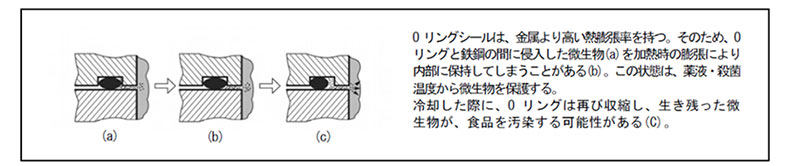
図4.に継手部のパッキンのはみ出しと対策事例を示す。異物となる破片は以降の工程に設置しているストレーナなどにより補足・除去できる場合はよいが、磨耗による粉状のものは通過してしまうリスクを考慮する必要があり、ストレーナに組み込まれるフィルタのメッシュサイズによっては除去できないことが考えられる。さらにガスケット・パッキンの重要性は異物での管理だけでなく、微生物制御対策の上でも重要なポイントとなる。配管ライン内部の衛生状態(無菌状態など)となっている場合、配管継手や殺菌工程で用いられる殺菌機周辺機器ポンプやバルブ類の継手はHACCPでのCCP管理点となっている場合が多い。外気を配管内部と遮断する役割を担っていることから、定期的なメンテナンスが不可欠である。図5.にOリングの加熱時の変化の事例を示す。
飲料製造ラインにおいて、殺菌工程を境に未殺菌の前工程と殺菌以降の後工程での管理については異なる場合がある。前工程は事後保全での管理、後工程は予防保全が多く採用されている。そのため前工程は管理が甘くなる傾向があることに注意が必要である。全ての配管継手類について、計画的なメンテナンス管理を実施すべきである。使用頻度や熱による影響などを考慮した、適正なメンテナンス管理を計画することが大切である。
② 配管の管理
配管ラインの構成によって、洗浄用の洗剤や薬剤経路との交差などがある場合、特に切り替えバルブの操作ミスや制御トラブル(作動不良など)も考えられる。製造現場従事者がこうしたリスクを把握していないこともある。可能な限りリスクとなる部分については、リスク低減を図るバルブ構成や二重弁栓バルブなど組込むなども必要である。 現場従事者への十分なリスクを周知徹底し、異常がないか日ごろから目配りするように教育・訓練しておく。HACCPを活用した徹底した管理が有効である。
③ろ過工程の管理
ストレーナなどの異物除去工程は重要な管理点となる。破損や設置不良等があれば期待する除去精度は確保できなくなる上、破損したストレーナのフィルタ自身も重大な異物要因となる。特に最終工程の充填機手前のストレーナはファイナルフィルタとなるためろ過装置としてはCCPやオペレーション前提条件プログラム(OPRP)もしくはそれに準ずるものとして管理機器として扱うべきであ。
基本的な事項として、次の5つを基に管理計画を策定する。
(a)全製品保証できる点検管理体制とすること
(b)手順、確認ポイント、判定基準を明確にしめすこと(フィルタメッシュサイズ装着状態、損傷・破損の有無、差圧管理など)
(c)不良、不具合発見時の対応ルール(修正処置、是正措置など)を明確に示すこと
(d)点検や不良時の措置の適正が検証されていること
(e)管理結果が記録されていること
などを、製造ラインおよび保全従業者と責任者に周知徹底する。
(3)充填機周辺機器類の管理
容器包装材への充填から密封までは短時間工程ではあるが、製品そのものに異物が混入するリスクが最も高いといえる。充填工程は、微生物制御的には最も衛生的な環境となっているはずであるが、意外と異物混入の盲点といえる。特に充填部の構造によっては、ねじなどの部品落下混入もある。充填部は分解洗浄する場合が多く、その後の組み込み状態を確実に実施し、製造開始前には始業点検を徹底する必要もある。また、点検ルールやトラブル発生時の対処方法(交換部品や専用工具等事前に準備する)もルール化し、汚染対策とともに従事者に周知徹底する。
(4)製造ラインのサニテーション管理
洗剤や殺菌剤の残留防止対策も重要となる。また、多品種を扱うラインにおいては、異種製品によるコンタミネーションも問題となることから、サニテーション管理は重要である。 サニテーションとして重要な洗浄に求められる要素は、化学的要素である洗剤とその濃度、洗浄温度、洗浄する時間および汚れを除去するのに最適な物理的・機械的作用を与えて、最適な洗浄を実施することである。
① CIP洗浄(定置洗浄:cleaning in place)
CIP洗浄は、密閉ラインの洗浄で、タンク、殺菌機、配管ラインなどの洗浄に用いられ、洗浄の4要素を効果的に組み合わせることで実施する。CIP洗浄には消泡性があり汚れ適した洗剤を選定する。CIP洗浄には、主に洗浄液を繰り返し使用するリユースタイプと洗浄ごとに新しい洗浄液で洗浄を行うシングルユースタイプの2種類の方法がある。図6.(a)シングルユース、(b)リユース各CIPの概略フロー図を示す。最近では、ライン全体の汚れに合わせて洗剤濃度が設定でき、洗剤の移り香などの除臭CIP洗浄では、常に新しい洗剤で洗浄を行うシングルユースタイプが普及している。
リユースCIPでタンク洗浄を行う場合、送液ポンプと回収ポンプのバランスにより希釈タンク内に溜まる洗浄液とタンク内液面が滞留上下することで喫水部分の汚れが残留し、タンク底部の洗浄不良の原因となる。一方、シングルユースCIPでは希釈液用のタンクが不要なため、タンク内に溜まる洗浄液量が一定に保てることから、タンク底部の上下変動がなく安定して洗浄液を供給できる。
シングルユースCIPシステムの特徴としてのメリットは、配合洗剤の使用量が少なくて安定的な洗浄ができる。さらに、CIP設備が小さく洗浄プログラムの選択性、洗浄コスト(洗剤、水、蒸気などの使用量)の低減が可能である。一方、デメリットとして、横型タンクや大口径配管の洗浄でのコスト高や複数タンクの同時洗浄が難しいなどがあげられる。
飲料製造ラインの製造品種による洗浄パターンを確立することも重要なポイントです。
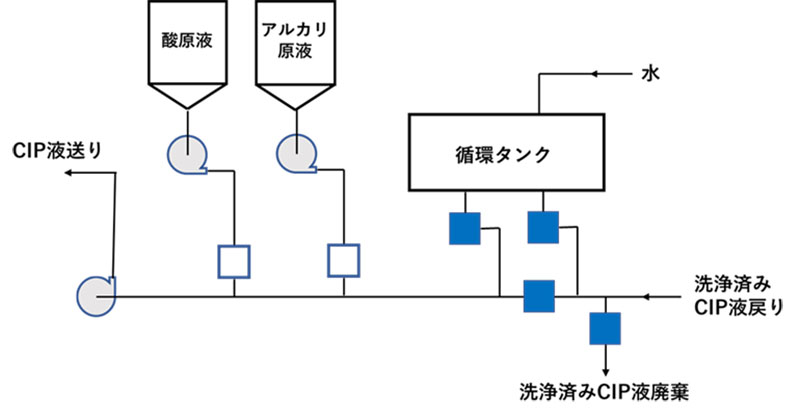
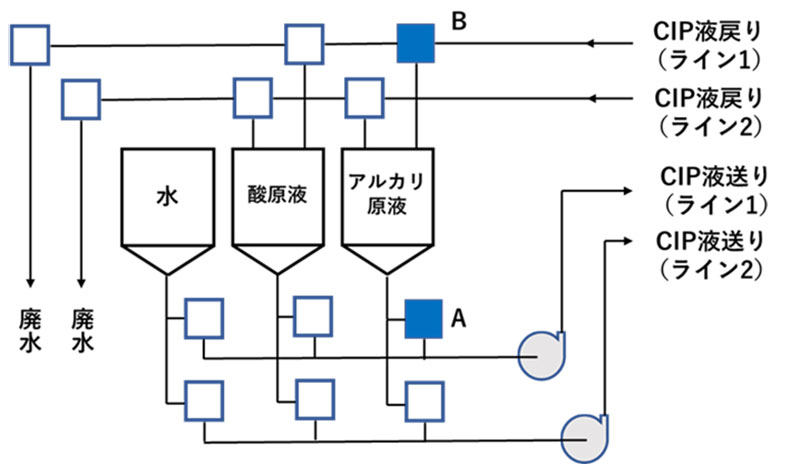
図6.CIPの概略フロー図
② COP洗浄(分解洗浄:cleaning out of place)
COP洗浄は、分解洗浄とも呼ばれ、機器や部品を分解し、洗剤溶液を用いて手洗い(ブラッシングや浸漬洗浄、泡洗浄など)、もしくは洗剤を循環させる洗浄方法。構造の複雑な機器や部品、滞留しやすい配管ラインなどは分解洗浄が採用される。飲料製造設備における洗浄の役割は、装置内の汚れを除去し、製造加工工程で残存する異物の混入を防止するとともに有害微生物の増殖を抑え、装置の衛生状態を確保するものである。高度な品質管理、再現性の確保のためにはCIPによる洗浄が適しているが、飲料製造ラインにおいても、複雑な装置機器ではCOPによる方法も依然と多く採用されている。これは、設備および機械構造に複雑なものが多く、完全に汚れを除去するには分解し直接機械的な力(手洗い)を用いないと汚れを除去できないこと、取り扱う製品物性が多岐であるなどの理由である。
(5)洗浄条件の管理
設定した洗浄条件についての確認体制を構築することは重要な管理項目のため、全品保証が基本となる。洗浄の開始時、条件設定変更時、終了時には異物有無の確認を日常点検に組み入れることが望ましい。さらに定期的に洗浄液を回収、ろ過後の異物付着状況をストレーナ装着のフィルタで目視確認することを徹底する。
(6)コンタミネーション対策
他製品とのコンタミネーションの原因としては、サニテーション不足のほか、製造ラインの操作ミスなどによるものが考えられる。これは、風味異常につながるほか、場合によっては未表示アレルギ物質の混入にもつながることもある。特に飲料の場合、微量であっても移り香が起こることもある。
コンタミネーションによるリスクの高い品目は製造ラインを完全に切り離し個別に構築することでリスク低減を図るとよい。多品種製造ラインの飲料工場では困難な面もあるので、コンタミネーションリスクを十分に考慮した効果的な洗浄プログラムを設定することである。さらに、製造順序(香りの有無の順)を徹底するルール化も必要である。コンタミネーションチェックとしての中間ならびに最終製品での品質検査(微生物、官能検査)などの品質確認についても、一定の精度管理のもと実施されることが必須である。マーケットへの出荷の最後のチェックともなる。
(7)検品管理
異物の目視管理で確認することには限界がある。そのためストレーナによる異物除去とその管理が必須となる。ここで重要となるのは、異物が発見された場合の対処である。確認体制が全品検品であれ、抜き取り検品であれ、異物混入が発見されればロット不良につながり出荷されていれば回収告知やマーケットクレームとなり信用失墜となることを従事者に周知徹底すること、初動の対応が重要となることから発生時の対処フロー、ルールを構築しておく必要がある。
(8)フードディフェンス(食品防御)
異物や毒物などの意図的混入の防止についても留意する必要がある。過去の冷凍食品での事件から食品工場での重要な管理事項として位置付けられるようになった。規格化は食品安全マネジメントシステム(FSMS:Food Safety Management System)に明記されている。同様に飲料工場においては、意図的な混入機会は少ないが、混入した場合のロットでは全体に影響がおよぶことから高リスクとなる。食品ならびに飲料ともに施設や製造ラインへのアクセスの制限などガイドラインを明確にしておくことが重要である。
農林水産省制作の「食品防御計画 作成ガイドライン」を参考に紹介しておく。
https://www.jetro.go.jp/ext_images/world/n_america/us/foods/fsma/fsma106_guide.pdf
最後に、
食品に限らず、飲料工場での異物混入対策は、安全・安心の根幹となる。HACCPに沿った衛生管理の制度化など食品の安全性をさらに高めるためにも本レポートが参考とされることを期待する 。
以上
【引用先】
1.食品衛生の窓 調査・統計データ 東京都福祉保健局
https://www.fukushihoken.metro.tokyo.lg.jp/shokuhin/kujou/index.html
2.JIS規格 JIS B 9650:2011「食品加工機械の安全および衛生に関する設計規則通則-第2部 衛生設計基準」
3.欧州衛生工学・設計グループEHEDG Doc.8:2018「No.8 衛生的装置の設計基準」
4.食品工学 日本食品工学会編集 朝倉書店